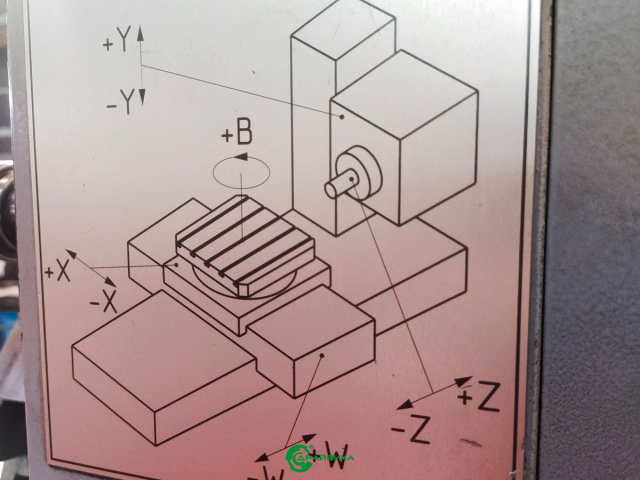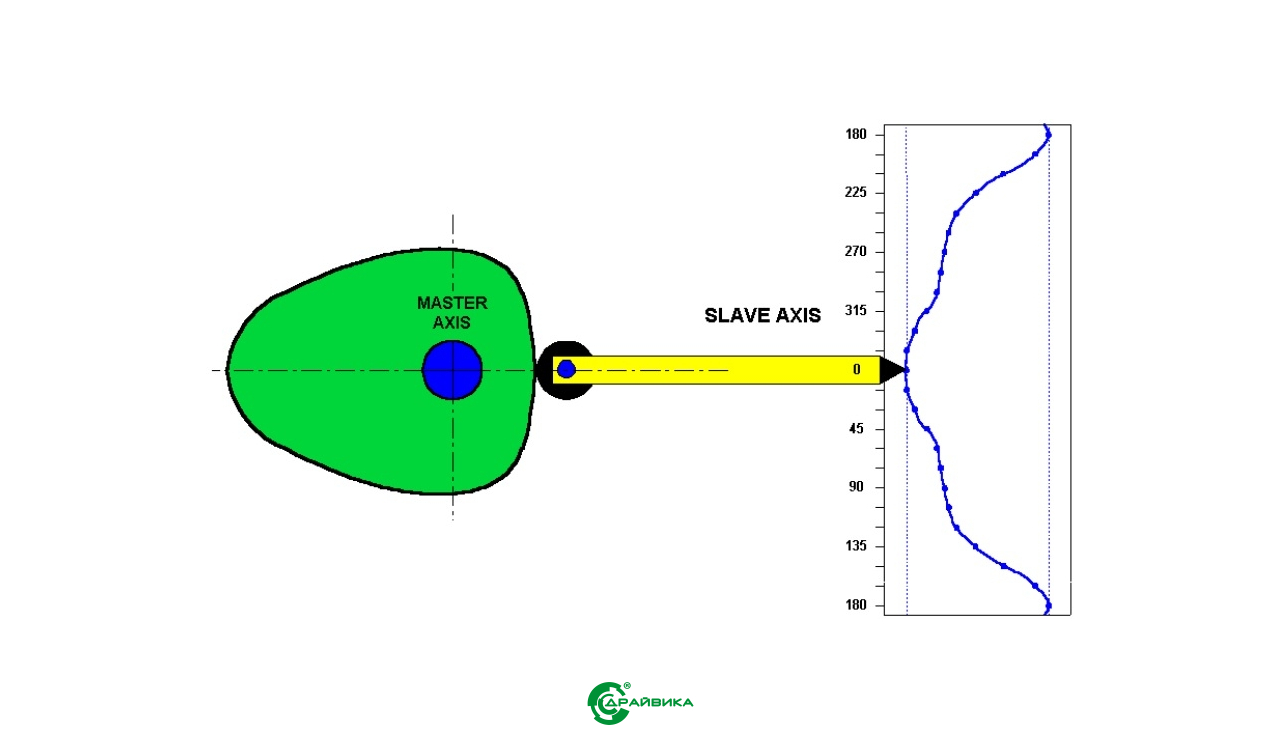
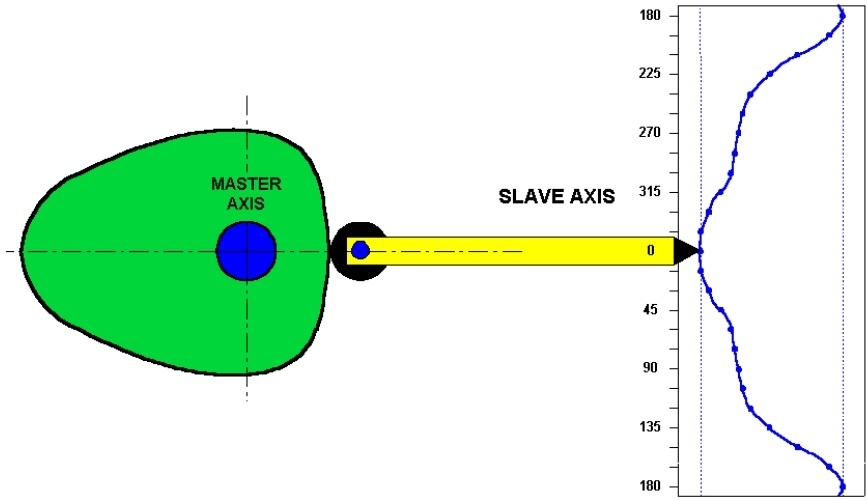
На всех крупных производствах наиболее остро стоит вопрос повышения производительности линии при сохранении качества продукции. Особенно актуально это на непрерывных производствах. Линии по производству картона, при полной загрузке, работают в непрерывном режиме, несмотря на большое количество технологических операций, а значит и узлов в линии. Одним из элементов таких линий является станок поперечной резки. Как элемент автоматизации он носит название «летучие ножницы». Скорость линии по производству картона достигает 300 м/мин, поэтому вопрос безаварийной работы стоит особенно остро, но и требования к качеству продукции не менее важны. Как правило, допустимым отклонением от заданного размера является ±1-2 мм. Не стоит забывать, что полотно движется неравномерно и колебания скорости влияют на точность реза. Для получения максимальной точности, как правило, применяют так называемые CAM (Computer-aided manufacturing) системы. Смысл CAM в синхронизации позиции ножа относительно позиции полотна в зависимости от заданного размера листа, таким образом, при изменении скорости полотна, нож тоже изменяет скорость движения, чтобы компенсировать изменение позиции. После каждого руба ошибка сбрасывается и начинается работа по новому циклу.
В октябре 2019 года специалисты ООО «Драйвика» закончили наладку станка поперечной резки картона в г. Пенза. Основной причиной модернизации стало старение оборудования. Изначально управление станком было выполнено на базе преобразователя частоты Unidrive Classic со встроенным модулем для создания приложений (контроллером движения) модели UD70 (Control Techniques, Великобритания). Система управления проработала более 15 лет, после чего начали часто возникать ошибки и неисправности преобразователя частоты. Данное оборудование уже несколько лет снято с производства, поэтому вариант горячей замены был невозможен. Собственником производственной линии принято решение о замене данного преобразователя частоты и доработки системы визуализации, а остальные элементы системы оставить без замены. Вместо устаревшего преобразователя частоты Unidrive Classic в систему был подобран и интегрирован преобразователь из современно выпускающейся тем же производителем серии Unidrive М700 со встроенным модулем для создания приложений SI-Applications Plus.
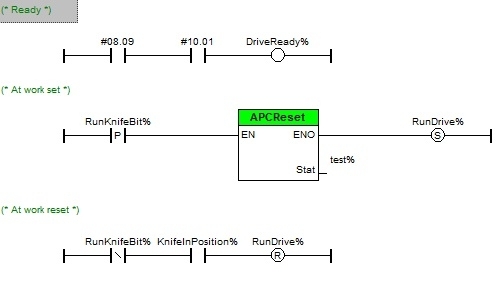
SI-Applications Plus является контроллером для широкого спектра задач, в частности, позиционирования. Время выполнения самого короткого цикла составляет 250 мкс, что позволяет создавать системы с очень высоким быстродействием. Для реализации задач с высокой динамикой существует специальный инструмент APC (Advanced Position Control), который позволяет замкнуть контур позиционирования через контроллер и вносить корректировки в контур прямо в процессе работы. Благодаря большому объёму памяти программ и памяти данных, нет необходимости в использовании дополнительного внешнего контроллера. Все математические функции, обмен с терминалом и обработка внешних сигналов выполняется в SI-Applications Plus, при необходимости, есть возможность синхронизации нескольких контроллеров по Ethernet или Ct-Sync.
Замена одного преобразователя позволила значительно снизить длительность останова линии, т.к. в процессе работ по настройке и наладке линия работала на втором ноже. Визуализация была выполнена на базе универсальной панели ЧМИ серии GTU (Schneider Electric, Франция).

Связь панели и преобразователя организована по высокоскоростной сети Modbus TCP, что позволяет оператору отслеживать все необходимые параметры технологического процесса в реальном времени. Благодаря модернизации, удалось сохранить работоспособность линии и качество производимой продукции, а также повысить отказоустойчивость системы, не внося изменений в существующую электрическую схему.
По всем вопросам, связанным с аналогичными модернизациями, обращайтесь по телефону (812) 635-90-30 или по e-mail: support@driveka.ru. Всегда рады помочь.