В настоящий момент получила большое распространение тенденция покупки линий 90-х годов и замены управляющей части. Если механическая часть полностью исправна, то такой подход позволяет получить производственную линию, аналогичную современным, но со значительно меньшей стоимостью.
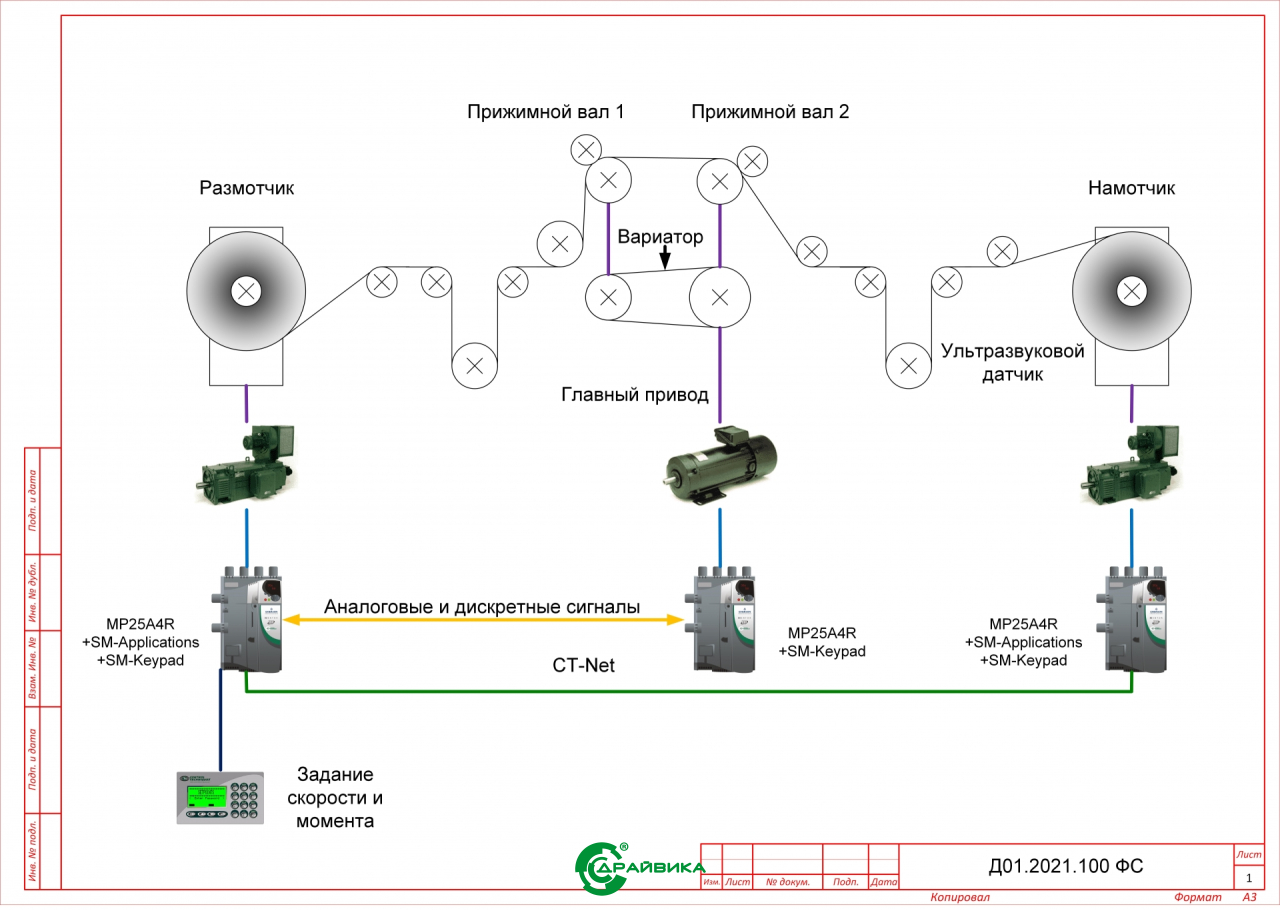
В марте 2021 года специалисты ООО «Драйвика» закончили наладку печатной машины на одном из производств полиэтилена в Санкт-Петербурге. Основной причиной модернизации стала необходимость повысить качество производимой продукции. Всё управление машиной было реализовано на базе контроллера Telemecaniqueи релейно-контактных схем. В машине используются двигатели постоянного тока про-ва Sicme (два намотчика) и Leroy Somer (главный привод), а преобразователи постоянного тока Eurotherm 590C были заменены в процессе модернизации на преобразователи Mentor MP. На размотке был установлен порошковый тормоз. Т.к. было принято решение использовать реверсивные преобразователи для реализации двухсторонней печати, то на размотку был установлен двигатель со второй намотки. Это было необходимо для точного регулирования момента, чтобы повысить качество регулирования, а значит и качество печати. Изменения в релейно-контактную схему не вносились, поскольку проблем с работой вспомогательного оборудования не возникало. Алгоритм работы системы, следующий: при запуске в работу намотчик и размотчик создают натяжение, заданное оператором на HMIтерминале; при задании скорости главный привод разгоняется до уставки, а намотчик и размотчик продолжают поддерживать натяжение, изменяя его в зависимости от диаметра рулона.
В процессе модернизации, вместо преобразователей Eurotherm 590C были установлены преобразователи Mentor MP с приводными контроллерами SM-Applications Plus (Control Techniques, Великобритания). Модули приводных логических контроллеров SM-Applications Plus были установлены только на привода намотки и размотки, т.к для главного привода не требуется никаких вычислений. Управление им осуществляется дискретными и аналоговыми сигналами с привода размотки. Все математические вычисления, синхронизация скоростей и формирование данных для HMI-терминала выполняются в контроллерах SM-Applications Plus. Привода намотки и размотки синхронизированы по встроенному высокоскоростному протоколу CT-Net. Обмен с терминалом происходит по встроенному в Mentor MP протоколу Modbus RTU. Необходимо отметить, что привод размотки практически всегда находится в режиме генерации, это позволило повысить энергоэффективность всей системы. Вся рекуперируемая энергия расходуется в приводе намотки, который всегда работает в двигательном режиме.

Задание параметров системы и отображение текущего состояния осуществляется с панели ЧМИ серии GXU (Schneider Electric, Франция).

Замена кнопочного управления на HMI панель позволила собрать в одном месте все данные, необходимые оператору для управления технологическим процессом. Благодаря модернизации, удалось сохранить работоспособность линии и значительно повысить качество продукции, а также повысить надёжность элементов, срок эксплуатации которых подошёл к концу.
По всем вопросам, связанным с аналогичными модернизациями, обращайтесь по телефону (812) 635-90-30 или по e-mail: support@driveka.ru. Всегда рады помочь.